

摘要:探讨了细旦莫代尔紧密赛络纺纱的生产工艺,通过优选工艺参数和专件器材、严格控制各工序温湿度,加强车间清洁卫生管理等措施,成功开发出细旦莫代尔5.9tex高品质紧密赛络纺纱。
关键词:细旦Modal;流程;速度;定量;牵伸倍数;隔距;温湿度;摩擦力
Modal高密织物具有吸湿性大、透气性强、亲肤性柔、悬垂性好、尺寸稳定等特性,适用于制作内衣等。为适应市场需求,我公司采用细旦Modal纤维开发出了5.9tex莫代尔紧密赛络纺纱。纤维细度1.0dtex,长度39mm,湿强25.6CN/tex,回潮率13%。
工艺流程为:FA006D抓棉机→JWF1024多仓混棉机→JWF1126开棉机→JWF1024A梳棉机→D81头道并条机→HSD-961AL末道并条机→JWF1435粗纱机→JWF1536B细纱机→SAVIO PLAR-E络筒机
1 各工序工艺配置及工艺措施
1.1 清花工序
细旦Modal纤维细长、摩擦力大、抱合力强,纺纱过程中易扭结,因此清花工序采取“多松少打,低速度、轻打击”工艺原则,尽量减少纤维损伤和棉结产生。原料在使用前要先进行松包,在车间存放24小时以上,平衡回潮率,在生产过程中确保原料处于放湿状态。
主要工艺参数:抓棉机打手伸出肋条-3mm,抓棉机打手速度990r/min,JWF1126开棉机打手采用梳针方式,打手速度603r/min,车间湿度控制在70%左右,温度25℃以上。
1.2 梳棉工序
细旦Modal纤维处理不当易增加短绒率和产生棉结,因此梳棉工序掌握“重梳理、快转移、轻打击”的工艺原则,适当降低刺辊、道夫速度,加强梳理和转移,有效降低短绒率,前后固定盖板和盖板隔距偏紧掌握,降低棉结。
锡林针布型号:AC2030x01550D,道夫针布型号:AD4030x2090D,盖板型号:MCH42D-A-86,刺辊型号:AT5005X05030V。
梳棉工序参数:生条定量19.5g/5m,生条速度100m/min,锡林转速350r/min,刺辊转速740r/min,道夫转速28r/min,盖板速度111mm/min,锡林与盖板隔距0.25、0.22、0.18、0.18mm。生条棉结控制在3粒/g以下,12.7mm以下短绒率控制在1.5%以内,车间温湿度控制在60-65%。
1.3 并条工序
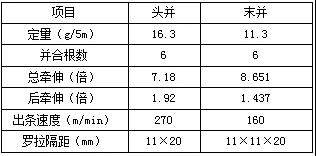
并条工序采用“轻定量、大隔距、重加压”的工艺原则,以利于纤维拉伸平直,减少弯钩,同时采用较大的后区牵伸倍数,避免牵伸不良,车间湿度控制在68-70%,熟条重不匀控制在0.3%,条干CV%值控制在2.2%以下,主要工艺参数见表1。
表1 并条工序主要工艺参数
1.4 粗纱工序
为减少细纱的牵伸负荷,适应赛络纺纱的需要,定量粗纱偏轻掌握,粗纱采用“低捻度、低速度、小张力、较大的后区隔距和后区牵伸倍数”的工艺原则。
粗纱工序主要工艺参数:定量2.6g/10m,总牵伸8.92倍,后区牵伸1.25倍,捻系数64,锭速850m/min,罗拉隔距12.5x28x40,隔距块4.5mm,车间温度保持在28℃以上,湿度控制在70%左右,测试条干CV%:3.8%,重不匀0.7%,回潮率11.2%。
1.5 细纱工序
细纱工序采用“大牵伸、重加压、较大隔距和后区牵伸”的工艺原则,选用邵氏硬度65-68的软弹胶辊,上下皮圈新旧搭配使用。
主要工艺参数:总牵伸倍数92,后区牵伸倍数1.212,罗拉隔距19×43,隔距块2.5mm,锭速13800r/min,捻系数380。经检测,5.9tex紧密赛络纺纱的质量指标见表2。
表2 成纱质量指标

1.6 络筒工序
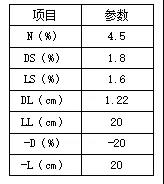
为满足客户需求,严格控制电子清纱器的工艺参数,优化捻接参数和捻接器材,保证捻接强力,络纱速度为1000r/min。电清主要工艺参数见表3。
表3 电清主要工艺参数
2 结语
生产莫代尔5.9tex紧赛纺纱要选择细旦原料,优选各工序工艺参数和专件器材,控制好各工序的温湿度,加强各工序清洁卫生的管理工作。
