

案例一
细纱机前罗拉缠花
细纱机前罗拉缠花不仅会产生明显的机械波,产生连续的竹节纱,同时还会严重恶化质量指标。以纯棉普梳紧密纺C32s为例,前皮辊缠花后条干高达20.62%,正产条干在13.5%水平,粗细节和棉结成几倍到几十倍增加。
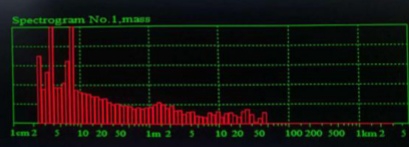
图1 前罗拉缠花的细纱波谱图
表1 前罗拉缠花与正常纱对比数据表:

从条干数据对比看,条干CVm明显变差,其他指标恶化程度更加显著,尤其粗节+50%数量增幅最大,增加近30倍。
此类异常条干纱线产生的主要原因:
1、细纱机揩车周期长,罗拉表面不洁净;
2、运转挡车工责任心不强,没有对缠绕罗拉的锭位进行清洁。
笔者以为消除此类异常条干纱并不难,只要做到以下几点就可以杜绝。
1、要保证合理的细纱揩车周期,并保证牵伸区清洁彻底,罗拉清洗干净;
2、做好防油污沾染,罗拉轴承加油做到勤加少加,不能加油过量因油脂溢出污染罗拉、皮辊而造成缠绕罗拉、皮辊。
3、加强运转操作的清洁管理,按周期做好牵伸区部位的清洁,挡车巡回过程及时摘除缠花堵花现象。
案例二
无下皮圈(下皮圈跑偏)纺纱
细纱机无下皮圈(或者下皮圈跑偏)造成粗纱条不在皮圈上面纺纱,纺出的疵纱的条干和其他指标同样明显恶化,这类纱线目视有明显的连续粗、细节疵点。下面是一个赛络紧密纺粘胶40s下皮圈严重跑偏的纱线波谱图和条干指标与正产纱的对比。
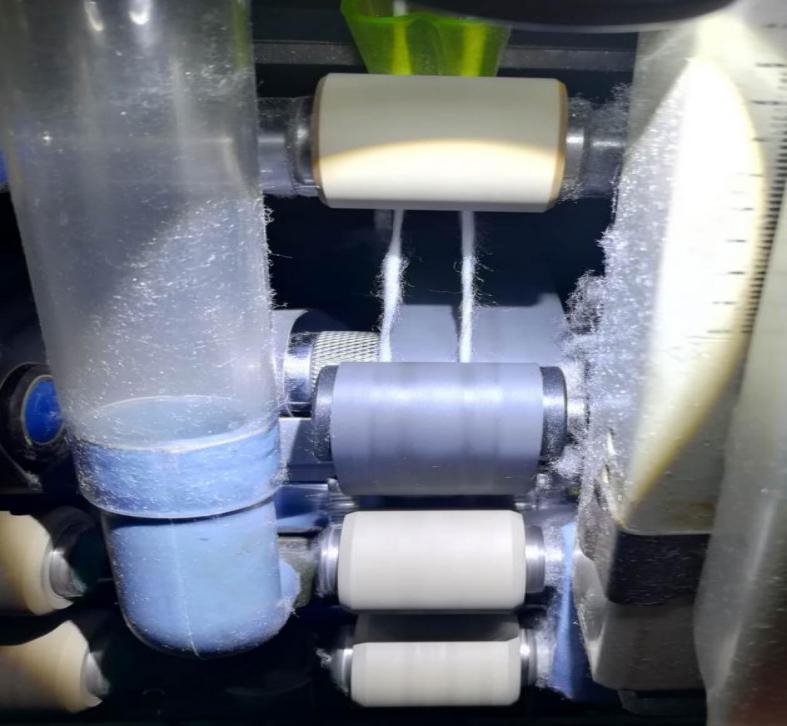
图2 下皮圈严重跑偏(一根粗纱不在下皮圈上面的生产图片)
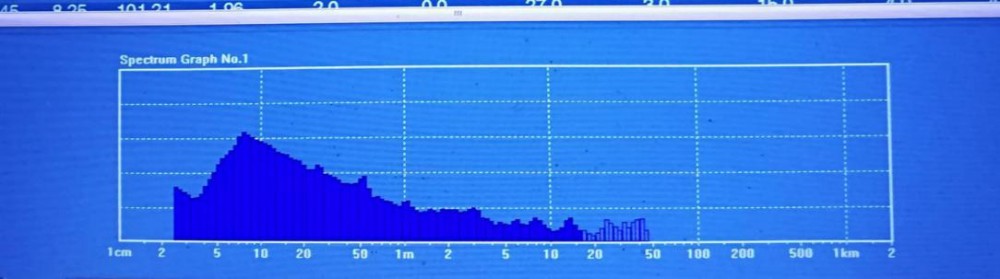
图3 下皮圈跑偏(一根粗纱不在下皮圈上面)的细纱波谱图
表2 下皮圈跑偏(一根粗纱不在下皮圈上面)的赛络紧密纺粘胶40S指标

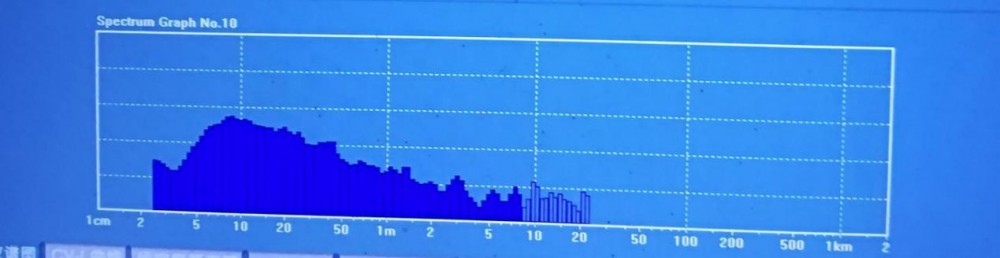
图4 正常赛络紧密纺粘胶40S波谱图
表3 正常赛络紧密纺粘胶40S指标

从质量数据对比看,下皮圈跑偏(一根粗纱不在下皮圈上面)的赛络紧密纺粘胶40S条干增大5.68百分点,细节增加22.5倍,粗节增加48倍,棉结增加约1倍,尤其粗、细节增加幅度特别大,对纱线的危害极大。
那么如何才能有效进行控制,杜绝质量事故的发生,笔者认为做到以下几点就能消除。
1、挡车工每班要做一次全面检查,巡回操作过程中,对经常断头的锭子进行详细检查做标记,交维修人员检修。
2、严格执行揩车增换(补)皮圈制度,揩车完毕开起车生产后,要进行2-3次的逐锭检查,对皮圈位置不正的进行调校。
3、对皮圈工作状态要求做到:目视保持上下皮圈两侧对齐;直视下皮圈两边基本都能看到中罗拉的滚花花纹,两边露出基本一致。
4、赛络纺品种的喂入喇叭口必须要调正、不使用横动;环锭纺品种喂入横动动程要合理调整,建议按4-6mm动程范围控制;紧密纺品种建议不使用横动或使用小于4mm的横动动程。
