

李彬/北京瑞丰恒兴电子科技有限公司
1.引言
梳棉机自调匀整装置是清梳联合机减小生条重不匀、降低重量偏差的一个重要环节。清梳联使用后,清花供应的是棉流,在沿着管道传送时,由于种种原因,会引起供棉量的变化,这样一来,经过梳棉机后会导致生条重量的偏差。为了控制生条的重量偏差,所以就需要加入自调匀整装置,控制生条的定量和不匀率,满足生产的要求。因此,自调匀整装置是清梳联使用后,控制生条质量的必要手段。
梳棉机自调匀整装置使输出条的重量偏差和短、中、长片段的不匀得到极大的改善,促进了纺纱质量的提高,降低粗纱、细纱断头率和强度不匀,最终提高成纱和坯布质量、降低劳动强度、提高劳动生产率。
2.技术特征
2.1 系统的基本构成
自调匀整系统由三个部分组成,它包括检测机构,控制部分和执行机构组成,检测由两部分组成,A处是棉层喂入部分,棉层通过给棉板和给棉辊之间,由于棉层厚度的变化,使传感器产生位移。B处是棉条检测部分,通过喇叭口上的移动部分检测棉条的重量。控制器通过A、B两处的检测数值,进行运算,然后把计算的结果输出到给棉变频器从而控制给棉电机的转速,实现均匀喂棉,达到匀整的目的。
图1
从自控原理上,本系统为混合环控制,即由A传感器与控制器、执行机构形成的开环控制回路与B传感器与控制器、执行机构组成的闭环控制回路形成混合环控制。
2.2 系统的工艺理论和设计原理
清梳联正常工作时,梳理机在检测点A处的喂入量与检测点B处的输出量有下列关系:
Ma=Mb+Mc (式1)
式中:Ma——梳棉机喂入量即给棉量;
Mb——梳棉机的输出量即出棉量;
Mc ——梳棉机的落棉量,包括车肚花、盖板花和吸尘等;
在A处有: Ma=Wa*Va (式2)
式中:Wa——梳棉机喂入棉流的定量;
Va——梳棉机喂入速度;
在B处有: Mb=Wb*Vb (式3)
式中:Wb——梳棉机输出棉条的定量;
Vb——梳棉机输出速度;
自调匀整的任务是保证棉条定量的稳定,即在B处其目标为:
Wb =C
则由式1,2,3则有:
Wb = Mb / Vb
=(Ma- Mc )/ Vb
=(Wa*Va- Mc )/ Vb (式4)
在式4中,正常生产时,梳棉机的输出速度是均匀的,各种落棉在一定时间内是稳定的,导致Wb变化的主要原因是Ma 的变化,因此通过对Wa的检测,调整Va,使得Wa*Va=C,则Wb =C成立。这即是开环控制的基础。
但是在实际使用过程中,由于众多方面的原因,Mc ,Vb等因素也在变化,特别是由于传感器精度及给棉电机精度都存在误差,对于开环的作用没有有效的反馈,因此需要通过对Va进行整体的调整,平衡其他所有的变化因素,使得Wb =C成立。在这里通过对Wa 、Wb的检测,随时对Va进行调整,使之达到工艺要求。这即是本项目的工艺设计原理。
实际上由于梳棉机的传递函数有一个纯滞后环节,在计算上有时间序列的差异,为此在闭环上引入PID 控制,以达到满意的工艺效果。
3.总体性能指标
在清梳联系统工作正常时,通过梳棉机自调匀整控制系统的作用,生条的的不匀率应达到
5米重不匀(内不匀) H£ 1.5%
5米重不匀(外不匀) H£ 2.0%
4.系统的设计与制作
4.1控制计算机
控制计算机是整个自调匀整系统的核心。选择工业级的主CPU减少了外围控制元件,减少采样等待时间,减少主CPU的负担,单独设计了一个采样子系统,该子系统由单片机控制,它将所有信号采集后,通过并行接口传输到主CPU。此外,硬件设计上采取了许多有效的措施,如掉电保护电路的设计采用了电源掉电信号控制、片选控制、掉电中断控制以及锂电池的保护处理等,达到了任何状态下的数据均完整可靠的设计目标。
4.2 软件设计
4.2.1 计算方法
当计算机采样以后,经过滤波运算,把棉层喂入的信号(A检测点),进行运算。由于棉层波动比较频繁,所以运算时调节比较快,Va=Ma/Ta,这里的Va为给棉速度,Ma为给棉量,Ta为棉层厚度,它代表了棉流定量Wa。通过这样的计算,可以把棉层的波动通过改变给棉电机的速度予以消除,降低短片段的不匀率。同时对梳棉机喇叭口处(B点)的信号进行处理,由于梳棉机从棉层喂入到棉条输出有比较长时间的滞后,所以需要延长采样时间,然后经过PID运算,调整Ma的值。这样可以通过调整给棉量,使重量保持稳定,降低长片段的不匀率,稳定棉条的重量。
4.2.2 主程序框图
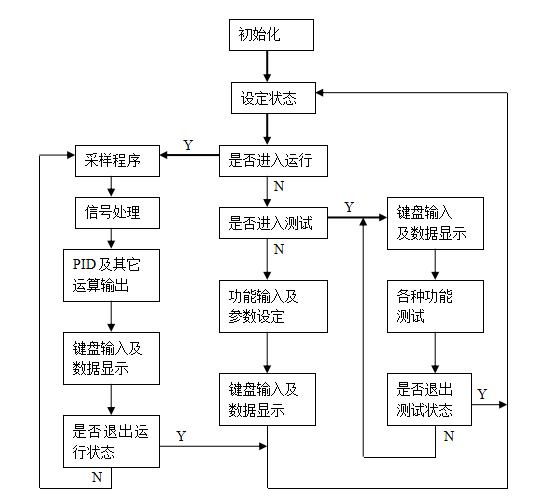
图2
在图2中,主程序分为三个循环部分,功能参数设定,控制器各种功能测试和运行状态。
4.3 控制器设计与制造
4.3.1布线
从设计上考虑,由于我们采用单片机系统,主要的电路自行设计,所以在设计时高频和低频线的布局,地线的分布都有注意加强稳定性和避免干扰。另外从软件方面,也要采取措施,防止从电源来的干扰。
4.3.2零漂问题
在自动控制过程中,零点漂移是一个比较关键的问题。由于棉条偏差要求小于3%,所以在设计中以电路的误差小于一个数量级即小于0.3%为目标。选用了高精度的稳压源芯片的精度为0.02%,同时把传感器的地与其他的地分开,这样可以使零点误差控制在0.2%之内。
4.3.3控制器的制造
一旦进行批量生产,制造的可靠性变的非常重要,在采购方面,要找到渠道正常的供货商,即国外公司在中国指定的代理,在采购国内厂家的产品时,必须找到有资格认证的厂家,尤其是国内产品假冒伪劣的比较多,不能随意采购。采购完成后,到国家的权威的检测机构进行老化筛选,直到每一个元器件和集成电路芯片都达到要求,再进行焊接。
在线路板完成调试后,把自调匀整控制器进行通电,整机老化,达到200个小时后,才可以出厂。
在正确设计的基础上,通过元器件筛选、线路板检测,整机调试、老化的基础上,基本达到了预期的6000小时无故障运行的稳定性要求。
4.4传感机构的设计与制作
4.4.1棉条传感机构
棉条传感器位于大压辊喇叭口处,喇叭口内装有连接位移传感器的测量杆,当有棉条输出时,测量杆由于经过此点棉条粗细不同而上下移动,经杠杆的作用于位移传感器上,由位移传感器将此位移转换为电信号送到控制器中。
本传感机构取代了阶梯罗拉检测机构,从而避免了阶梯罗拉检测机构存在的很难调整的测隙问题(为了使罗拉顺利运转需留有一定的测隙否则两罗拉会产生接触无法运转或产生夹花现象),但测隙一大往往使一部分棉纤维从此处不规则流出,影响检测的正确性。使用本传感机构后机械部分安装和调整更为方便,棉条的检测直接、真实、灵敏、可靠。
4.4.2棉层传感机构
棉层传感机构的测量点位于位置固定的给棉罗拉与给棉板中的活动检测板之间,经检测板测量到棉层厚度后以杠杆原理作用于检测板后方的位移传感器上,位移传感器将棉层的厚度变化转换为电信号,并送到控制器中。
本传感机构的改进在于将给棉板由一块改为二块并分别配有一个传感器,增加检测点的结果提高了检测数据的真实性和精度,同时有更加可靠的灵敏性和可靠性。
4.4.3加工制作
由于棉纺设备在棉纺厂的生产环境比较恶劣,又要求长期稳定可靠地生产出均匀度好的棉条。由于自调匀整系统依赖于传感机构所提供的信号,因此,传感机构零部件的加工和系统的可靠、灵敏直接影响自调匀整系统工作的可靠。
5.应用方面
二十余年的研发历程,北京瑞丰恒兴电子科技有限公司的梳棉自调匀整控制器以技术领先、质量可靠、服务满意的经营宗旨受到国内外客户一致好评。公司具备德国特吕和郑纺机2000年左右甚至更早期的清梳联设备的匀整系统升级改造的能力。具备青纺机2000年左右甚至更早期的清梳联设备的匀整系统升级改造的能力。具备简易清梳联的匀整升级改造的能力。5米重不匀(内不匀) H£ 1.5%,5米重不匀(外不匀) H£ 2.0%。操作更简便、更直观,质量更可靠、更稳定,可以满足各个厂家的需求。
